В производстве кормовых дрожжей применяется ряд химикатов, сухих и жидких. В жидком виде поступают на завод серная кислота (башенная и контактная), аммиачная вода, каустическая сода, рыбий жир или олеиновая кислота. В сухом и твердом виде прибывают на завод суперфосфат, сульфат аммония, известь негашеная, хлористый калий, известь хлорная, каустическая сода в бочках.
СКЛАД СЕРНОЙ КИСЛОТЫ
Для процесса гидролиза употребляется техническая серная кислота в соответствии с ГОСТ 2184–59: башенная и контактная (техническая и техническая улучшенная).
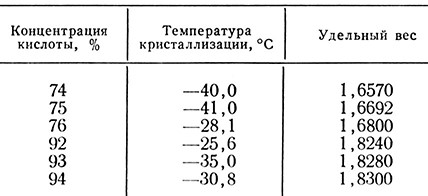
Содержание моногидрата в башенной кислоте должно быть не менее 75%, в контактной технической не менее 92,5%, в технической улучшенной 92–94%. В зимнее время (с 1 ноября по 15 апреля) содержание моногидрата ограничивается и должно быть в башенной в пределах 74–75%, а в контактной не более 94%. При таких концентрациях эти кислоты имеют меньшие температуры кристаллизации, что необходимо иметь в виду при перевозках кислоты в цистернах на дальние расстояния в зимний период времени. В табл. 19 приведены температуры кристаллизации и удельные веса серной кислоты.
Для гидролизного производства наиболее приемлема башенная кислота. Контактная кислота дороже, а в эксплуатации менее пригодна, она имеет более высокую температуру кристаллизации и оказывает агрессивное воздействие на простую углеродистую сталь. Оборудование и трубопроводы складов серной кислоты обычно изготовляются из углеродистой стали. Большинство гидролизных заводов применяло башенную кислоту. Для данного сорта кислоты в ГОСТ 2184–59 не ограничено содержание мышьяка. Некоторое время гидролизные заводы (Тавдинский, Лобвинский и др.) получали гловерную серную кислоту, но в связи с повышенным содержанием в ней мышьяка вынуждены были от нее отказаться. Высокое содержание мышьяка в серной кислоте влияло на содержание его в готовых дрожжах и доходило до 140–160 мг на 1 кг сухих дрожжей. После того как Лобвинский и Тавдинский гидролизные заводы перешли на контактную кислоту с концентрацией мышьяка обычно не выше 0,0001 %, содержание мышьяка в дрожжах снизилось до 2,4–4 мг на 1 кг сухих дрожжей. По этой причине теперь все гидролизные заводы прнуждены применять контактную кислоту, в том числе один из ее сортов, обычно называемый купоросным маслом.
Таблица 19
В составе оборудования склада серной кислоты имеются: резервуары для хранения ее запаса; средства для перегрузки кислоты из железнодорожных цистерн в резервуары хранилища, а из них в приемник-мерник и далее в производство; приемникмерник предназначен для учета кислоты, передаваемой в производство.
Емкости резервуаров для серной кислоты устанавливаются из расчета хранения определенного резерва ее. Эти резервуары не должны иметь нижнего штуцера для выпуска кислоты. Должна быть предусмотрена откачка через верхний штуцер при помощи погружного насоса или сифона. При установке резервуаров для кислоты внутри или снаружи помещения принимается ряд мер предосторожности, исключающих розлив кислоты за пределы данного помещения или площадки.
Фундаменты под резервуары для хранения кислоты должны обеспечивать доступ человека для осмотра днища и в случае необходимости – его ремонта. Высота фундамента 1,6–1,8 м.
Железнодорожные цистерны, предназначенные для перевозки серной кислоты, не имеют нижнего штуцера для спуска кислоты и разгружаются с применением сифона. В соответствиис этим и используются средства разгрузки железнодорожных цистерн.
Кислота поставляется в основном одиночными цистернами. Поэтому на заводах сооружается разгрузочная площадка только для одной цистерны.
СКЛАД АММИАЧНОЙ ВОДЫ
Аммиачная вода является раствором синтетического аммиака в воде. Аммиачная вода согласно ГОСТ 9–57 должна удовлетворять следующим требованиям:

Аммиак имеет следующую растворимость в воде при давлении 1 ата:

Аммиачная вода поставляется в стальных железнодорожных цистернах, не имеющих нижнего слива. Технологическая схема склада в основном аналогична схеме склада кислоты. Разгрузка резервуара-хранилища аммиачной воды может производиться через нижний спуск, что частично упрощает коммуникацию.
Аммиачную воду можно перекачивать без применения вакуум-насоса, производя зарядку сифона водой из водопровода, не злоупотребляя ее количеством. Шланг, опускаемый в горловину железнодорожной цистерны, должен иметь обратный клапан. Емкость и число резервуаров-хранилищ устанавливают из расчета необходимого запаса для создания условий бесперебойности работы производства.
Для уменьшения потерь аммиака цистерны орошаются водой. С этой целью в вершине конуса крышки устанавливаются оросители диаметром 25 мм системы Савельева. Для выпуска газов, вытесняемых из резервуара при его наполнении, устанавливается предохранительный клапан, отрегулированный на небольшое избыточное давление. При опорожнении резервуара, наоборот, необходимо открыть доступ воздуха в резервуар. Для этой цели предусматривается дыхательный клапан, который должен быть отрегулирован на вакуум, не превышающий 0,01 ата (100 мм вод. ст.). Резервуар должен быть снабжен измерителем уровня герметичного типа.
СКЛАД КАУСТИЧЕСКОЙ СОДЫ (ЕДКОГО НАТРА)
Каустическая сода на гидролизных заводах применяется главным образом для очистки теплопередающих поверхностей теплообменной аппаратуры.
В большинстве случаев на заводах применяется твердый едкий натр (ГОСТ 2263–59; натр едкий технический, сорт Б) следующего состава, %·
Едкий натр – не менее 92,00
Углекислый натр – не более 2,50
Хлористый натр – ‘’’’ 3,75
Железо – ‘’’’ 0,20
Едкий натр доставляется на завод в металлических барабанах, иногда в железнодорожных вагонах.
Кроме твердого каустика, на заводы поставляется каустическая сода, содержащая едкого натра не менее 42% (ГОСТ 2263–59; натр едкий технический, сорт Д). Расходный склад жидкого каустика на гидролизном заводе состоит из приемного резервуара и насоса для перекачки каустика в производство.
СКЛАД СУЛЬФАТА АММОНИЯ И СУПЕРФОСФАТА
Сульфат аммония наряду с аммиачной водой применяется в качестве источника азотистого питания, необходимого для роста дрожжей, а суперфосфат – в качестве источника фосфора. Сульфат аммония (NH4)2SO4 по ГОСТ 9097–59; II сорт) должен содержать азота не менее 20,5%; влаги не более 1,5%; свободной серной кислоты не более 0,2%. Насыпной вес его равен 0,8–0,9 т/м3. Суперфосфат – это фосфорсодержащее удобрение, наиболее ценной частью которого является кислый фосфат кальция Са(Н2Р04)2 • Н2О. Согласно ГОСТ 8382–57. (суперфосфат из апатитового концентрата; сорт I) содержание усвояемой Р2О5 должно быть не менее 19%, свободной кислоты в пересчете на Р2О5 не более 5%, влаги не более 13%. Содержание водорастворимого Р2О5 ГОСТ не регламентируется, но обычно бывает около 16%. При приготовлении вытяжки растворяется примерно 32% сухой соли.
Обе соли прибывают на завод в крытых вагонах насыпью или в бумажных мешках. Из-за склонности к слеживанию и комкованию сульфата аммония и суперфосфата хранить их в бункерах не рекомендуется. Склады делаются напольными. Со склада соли передаются в периодически или непрерывно действующие мешалки для приготовления водного раствора или вытяжки заданной концентрации. Технологическая схема склада включает следующие операции: разгрузку железнодорожных вагонов; формирование кучи на площади склада; подачу заданного количества соли в мешалки для приготовления раствора.
Расход суперфосфата по нормам равен 280 кг на 1 т дрожжей. Расход сульфата аммония на 1 т дрожжей по нормативам составляет (для случая смешанного азотистого питания, т. е. сульфат аммония и аммиачная вода) 360 кг на 1 т товарных дрожжей.
Выгрузка соли из железнодорожных вагонов производится машиной МВС-3. Под рампой для каждой соли предусматриваются ссыпные воронки, закрытые решеткой. Из ссыпной воронки соль подхватывается стационарным наклонным двухцепным скребковым конвейером. Для предупреждения пылеобразования у скребкового транспортера нет дна и материал ссыпается всегда на имеющуюся уже кучу соли. Максимальная высота штабеля на складе 5 м. Полезную площадь склада определяют, исходя из удельной нормы загрузки, равной 2 т/м2. Общая площадь склада будет в 1,8 раза больше.
Сухая соль со склада в мешалку перегружается наклонным одноцепным ковшовым элеватором специальной конструкции, а к наклонному элеватору – малогабаритным бульдозером МБТ-4. Головка элеватора заглублена и находится на отметке 2,4 ниже уровня пола. Заподлицо с полом находится верх ссыпной воронки элеватора. К нижней части воронки для дозировки присоединен взвешивающий механизм марки С-630-0.
Таким образом, соль вначале попадает в ссыпную воронку, затем на весовой механизм и, наконец, в загрузочную течку элеватора. При приготовлении аммофоса вначале подают суперфосфат, а затем сульфат аммония.
СКЛАД ИЗВЕСТИ
На гидролизном заводе известь необходима для нейтрализации гидролизата, а также для разрушения фурфурола в сточных водах. Большинство действующих и все вновь проектируемые заводы, как правило, получают готовую известь.
Применяется негашеная известь. На известь строительную имеется ГОСТ 9179–59.
Содержание в извести суммы CaO и MgO в зависимости от сорта должно быть не менее:
Сорт – I II III
Количество CaO и MgO, %– 85 70 60
При производстве дрожжей пользуются всеми сортами извести. Чем выше содержание окиси кальция, тем меньше остается отходов (недопал, песок) при приготовлении известкового молока.
Негашеная известь поступает на завод навалом в железнодорожных вагонах. Разгружают вагоны машиной МВС. Известь поступает в ссыпную воронку, расположенную под рампой и прикрытую решеткой. Назначение решетки–задерживать крупные куски извести. Из ссыпной воронки известь транспортируется либо элеватором, либо ленточным конвейером. Элеватор применяется в случае хранения извести в бункерах, а ленточный транспортер – в напольных складах.
В современных складах для хранения извести применяют бункеры. Бункерный склад требует больше капиталовложений, но меньше затрат ручного труда. Бункера устанавливают вне здания рядом, а иногда над его крышей. Из бункера известь дозируется тарельчатым питателем и далее шнеком подается в известегасильный аппарат. При подаче извести шнеком исключается пыление и увлажнение ее атмосферными осадками.
Бункер обычно рассчитывается на 10–15-дневный запас извести.
СКЛАДИРОВАНИЕ ДРУГИХ ХИМИКАТОВ И МАТЕРИАЛОВ
В дрожжевом производстве, кроме перечисленных выше, применяются и другие химикаты. Ввиду их незначительного количества специальных складов для них не делают, а только в общих складах предусматривается необходимая площадь для их хранения. Площадь складирования определяют, исходя из норм расхода их и числа дней хранения.
Необходимые данные для определения запаса химикатов приведены в табл. 20.
Таблица 20
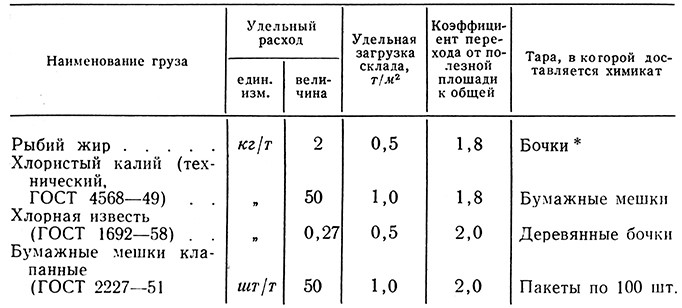
* При поступлении рыбьего жира в цистернах сооружаются соответствующие емкости.
