За последние 20 лет были разработаны методы и машины, позволяющие шприцевать колбасный фарш в искусственные, белковые и натуральные оболочки, а также накладывать на них скрепки.
Готовый фарш направляют для изготовления батонов. Цель процесса — придание формы и предохранение фарша от внешних влияний. Формовку можно выполнять вручную (фаршированные колбасы) или с помощью шприцев (шприцевание). Перед шприцеванием естественные кишечные оболочки замачивают в чанах и промывают проточной водой. Проверяют целость и прочность оболочек.
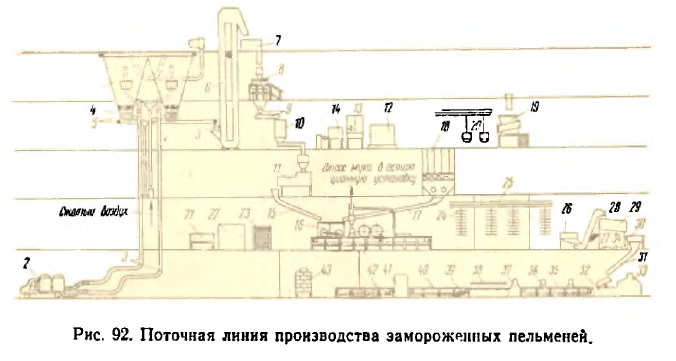
Шприцы (рис. 92) представляют собой машины, работающие по принципу насосов периодического или непрерывного действия. Шприцы периодического действия в зависимости от привода могут быть механические, гидравлические и пневматические.
Оболочки наполняют фаршем через цевки, на которые натягивают оболочки. Цевки — это металлические трубки с коническим расширением на конце, прикрепляемые к патрубку шприца. При шприцевании необходимо пользоваться цевками, диаметр которых соответствует диаметру оболочки (от 16 до 60 мм) Шприцы могут быть одно-, двух-, многоцевочные.
Фарш набивают при различном давлении в зависимости от плотности набивки у различных видов колбас. Вареные колбасы шприцуют с наименьшей плотностью. Излишняя плотность набивки фарша вареных колбас в оболочку приводит к ее разрыву во время варки батонов вследствие расширения содержимого. Копченые колбасы, наоборот, шприцуют с наибольшей плотностью, так как объем батонов сильно уменьшается в результате последующей сушки изделий.
Производительность шприцев периодического действия зависит от времени, затрачиваемого на выполнение вспомогательных и активных операций (машинное время), а также от диаметра цевки и кишечной оболочки и вида фарша (плотности). С целью увеличения производительности для ускорения надевания оболочки на цевку на многих мясокомбинатах используют различные приспособления, например вертушки с двумя цевками, запасные трубки, на которые предварительно надевают оболочку, а затем сдвигают ее с трубки на цевку, механические кишконадеватели и т. д.
В промышленности широко применяют шприцы-дозаторы САМ-50 и САМ-80 (ГДР). Эти машины, пригодны для шприцевания всех видов фаршей, а также и выработки дозированных сосисок.
Непрерывнодействующие шприцы имеют высокую производительность, удобны для включения в поточно-механизированную линию производства колбас. Кроме того, при работе на этих шприцах создаются лучшие санитарно-гигиенические условия работы по сравнению с работой на шприцах периодического действия. Наибольшее распространение получили шприцы с эксцентриково-лопастными и шнековыми вытеснителями. Примером эксцентриково-лопастных шприцев могут быть машины конструкции Неведомского и Скрыпника.
Шприц конструкции Неведомского пригоден для шприцевания фарша вареных и полукопченых колбас, содержащих шпик. Производительность шприца до 1500 кг/ч. В последних моделях этих шприцев имеется устройство для дозирования и перекручивания оболочки. Шприц конструкции Скрыпника пригоден для шприцевания структурно-однородного фарша. Производительность шприца до 2000 кг/ч.
Шнековые вакуум-шприцы непрерывного действия могут работать индивидуально и в поточно-механизированных линиях. Хорошо работают вакуум-шприцы непрерывного действия «Идеал» и шприц-дозатор 158 (Чехословакия), эксцентриково-лопаст- ные шприцы «Беккер» (ФРГ), «Глоуб К°» (США), «Стоук и Далтон» (Англия).
Для увеличения плотности батоны вяжут шпагатом. По вязке различают вид и сорт колбасы. Вяжут колбасы вручную. В отличие от колбас сосиски не вяжут, а перекручивают. Эта операция механизирована. В агрегате Еленича, например, сосиски дозируются и перекручиваются автоматически. Одинаковые по длине колбасные батоны можно получить и на линкерах (США), в которых с помощью зажимного устройства и металлических скрепок заполненная колбасная оболочка разделяется на одинаковые по длине участки. Если использовать искусственные стандартные оболочки, то на линкерах, так же, как и на автоматах Еленича, можно вырабатывать батончики одинаковой массы. Производительность линкеров 30 батонов в минуту (масса батона 100—400 г). На Ленинградском мясокомбинате сконструирована машина для вязки сарделек.
Столы для вязки колбас (стационарные и конвейерные) устанавливают вплотную к шприцам.
В процессе шприцевания вместе с фаршем в оболочку может попадать воздух. Для удаления воздуха из батонов на последующих стадиях производства оболочки накалывают (штрику- ют) проволочным приспособлением с четырьмя остриями (штриковка). Вискозные (целлофановые) оболочки во избежание последующего разрыва штриковать нельзя.
После вязки или перекручивания батоны навешивают на палки и размещают на рамах, которые передвигают по подвесным путям. Если нет подвесных путей, то пользуются напольными тележками с закрепленными на них наглухо рамами. Батоны вместе с палками в этом случае приходится загружать и выгружать при производстве каждой последующей технологической операции. На раме должен быть только один вид и сорт колбасы. Норма размещения колбас на одну раму 100—250 кг, в зависимости от вида колбас.
Батоны на рамах не должны соприкасаться один с другим, иначе соприкасающиеся участки батонов изолируются от воздействия теплого воздуха и дымовых газов и не обрабатываются, получаются слипы (необжаренные и непроваренные участки), ухудшается товарный вид и снижается стойкость колбас.
Внешний вид колбас является существенным фактором, определяющим потребительские свойства продукта.
