Сохранение доброкачественности консервированного продукта при его хранении может быть обеспечено лишь при наличии консервной тары. К основным требованиям, предъявляемым к консервной таре, относят: герметичность и коррозионную стойкость, гигиеничность, большую теплопроводность, теплостойкость, прочность, минимальную массу, низкую стоимость.
Для мясных консервов применяют металлическую, стеклянную и полимерную тару.
Материалы. Основным материалом для изготовления металлической консервной тары являются листовая или рулонная белая горячелуженая (горячекатаная) жесть марки ГЖК, белая жесть электролитического лужения марки ЭЖК, черная лакированная и хромированная лакированная жесть, алюминии марок А7, А6, А5 и его сплавы марок АДО, АМц, АМг-2.
Жестяная тара — легкая, ее масса при равном объеме почти в 3 раза меньше массы стеклянной тары. Отношение массы жестяной тары к массе продукта составляет 10 — 17%, в то время как для стеклянной — 35—50%. Жесть имеет высокий коэффициент теплопроводности, механическую прочность, низкую стоимость.
По способу производства проката стали жесть бывает горячекатаная и холоднокатаная, а по способу покрытия оловом — горячего и электролитического лужения.
В используемом олове допускается наличие не более 0,14% посторонних примесей, в том числе не более 0,04% озинца. Жесть может иметь дифференцированное покрытие, т. е. разную толщину олова с разных сторон. При изготовлении тары сторона жести с большей толщиной покрытия всегда обращена внутрь банки. Электролитическую луженую жесть консервную с дифференцированным покрытием обозначают ЭЖК-Д.
Оловянное покрытие на белой жести при применяемых в промышленности толщинах всегда пористо. Количество пор на 1 см2 поверхности характеризует пористость жести. Чем тоньше слой олова, тем больше при прочих равных условиях пористость покрытия. Наличие пор снижает устойчивость жести к действию внешних факторов: в микропорах возникает гальваническая пара железо — олово и в присутствии водных растворов начинается явление электрохимической коррозии. Коррозия разрушает покрытие тары, способствует переходу в продукт ионов металла, вызывая порчу консервов при длительном хранении.
Жесть электролитического лужения, обладающая повышенной пористостью покрытия, практическое применение в консервной промышленности находит после лакирования. В зависимости от толщины консервную жесть горячего и электролитического лужения подразделяют на номера.
![]()
В зависимости от толщины покрытия олова на поверхности жести ее разделяют на I класс — 0,32—0,4 мкм, II класс — 0,7— 0,77, III класс— 1,04—1,15 мкм.
Лакирование жести является одним из наиболее эффективных методов защиты от коррозии. Качество лакированной жести зависит от способа подготовки поверхности ее к нанесению лака, от типа и свойств лака, технологии его нанесения и сушки. Пленки лаков для тары должны быть безвредными, не должны придавать продукту постороннего привкуса, иметь высокую химическую стойкость к пищевым средам, хорошую
адгезию к поверхности металла и т. д. Таким требованиям удовлетворяют эпоксидные лаки ЭП-527, ЭП-547 и эмаль
ЭП-5147, наиболее широко используемые в консервном производстве. Лак наносят на поверхность листа одним слоем на каждую сторону из расчета 3—8 г/м2 с толщиной лаковой пленки 2,2—3,0 мкм. Следует отметить, что наличие лакового покрытия не предотвращает развития подлаковой точечной сульфидной коррозии, образующейся в процессе длительного хранения консервов.
Алюминий и его низколегированные сплавы эстетичны, обладают низкой плотностью, .хорошей пластичностью и штампуемостью, высокой теплопроводностью, что сокращает время прогрева продукта и способствует сохранению витаминов. Штампованные банки из алюминия легко вскрываются, а использованную тару можно направить на переплавку. Алюминий марок А7, А6, А5 и его сплавы, АМг-2, АМц, АДО выпускают в листах или лентах (шириной 600—1000 мм) толщиной от 0,25 до 2,0,мм.
В соответствии с технологической схемой алюминий и его сплавы обрабатывают последовательной горячей и холодной прокаткой до состояния ленты толщиной 0,20—0,35 мм.
Алюминиевая лента обладает недостаточной коррозийной стойкостью для большинства консервных сред, поэтому ее лакируют, а перед нанесением лака производят механическую, химическую или электрохимическую обработку (анодирование) поверхности.
Хромированную лакированную жесть изготовляют путем электролитического нанесения на обезжиренную холоднокатаную рулонную жесть тонкого (0,01—0,08 мкм) слоя металлического хрома. После хромирования жесть пассивируют и лакируют с внутренней поверхности лаком ФЛ-559, ЭП-527 или ЭП-547. Хромированная жесть обладает относительно большой сплошностью и незначительной пористостью.
Алюминированную жесть получают, нанося металлический алюминий (толщиной 3—4 мкм) на прокат тонкой стальной ленты. Наиболее распространена металлизация алюминия, осуществляемая в вакууме (0,13—0,015 Па) на предварительно обезжиренную и травленую поверхность полосы. Толщина алюминиевого покрытия составляет от 0,1 до 20 мкм. Последующее лакирование (ЭП-5118) алюминированной ленты значительно улучшает ее антикоррозийные свойства. Толщина лакового покрытия составляет 5—9 мкм.
Стеклянная тара в отличие от металлической имеет меньший коэффициент теплопроводности и устойчивость к изменению температуры, большие толщину и массу, обладает хрупкостью, но более гигиенична и не подвергается внешней и внутренней коррозии.
Стеклянные банки выдерживают внутреннее гидравлическое' давление в пределах 3 — 5х105 Па и перепады температур в интервале 40—100—60 °С в течение 3—5 мин в зависимости от вместимости тары.
Стеклянную тару используют преимущественно в производстве наиболее агрессивных по реакции среды мясо-растительных консервов.
Стеклянные банки являются оборотной тарой, изготавливаемой из обесцвеченного и полубелого стекла литьем или штамповкой.
Полимерная тара должна обладать достаточной механической прочностью, термостойкостью, химической устойчивостью к действию компонентов пищевых продуктов, санитарно- гигиенической безупречностью, иметь низкую паро- и газопроницаемость, невысокую стоимость. Наиболее приемлемы для изготовления тары консервированных изделий, подвергаемых тепловой стерилизации, такие полимеры, как полиамид-П, полипропилен, фторопласт, полиэтилентерефталат — полиэтилен, стералкон (лакированный алюминий-4-полипропилен). Полимеры— материал, который способен заменить жесть и стекло в производстве консервной тары.
Полимерную тару подразделяют на мягкую и полужесткую. Мягкую тару изготавливают в виде маркированных красочной печатью оболочек, пакетов и формочек, в которые фасуют жидкий или полужидкий компонент, а затем мясо. Упаковывают при атмосферных условиях или вакуумированием путем термосварки шва.
Полужесткую тару (ламистер) изготавливают из комбинированного стерилизуемого материала на основе алюминиевой фольги и полипропилена. В сравнении с используемыми видами консервной тары ламистер имеет ряд существенных техникоэкономических преимуществ: высокие теплофизические характеристики, малую массу (в 5 раз легче жестяной и в 1,5 раза — алюминиевой тары), легко формуется в различных типоразмерах, высокую коррозийную стойкость, простоту вскрытия тары и утилизации отходов, низкую стоимость. Кроме того, применение ламистера дает возможность сосредоточить в одном потоке весь комплекс технологических операций, включая изготовление тары, наполнение ее сырьем, герметизацию, стерилизацию и этикетирование готовой продукции.
Классификация консервной тары. Консервную металлическую тару подразделяют по форме, вместимости и способу изготовления. По форме банки выпускают цилиндрические и фигурные (овальные, эллиптические, прямоугольные). По вместимости тару подразделяют на мелкую (до 1 л) и крупную (от 1 л и выше).
Учитывая разнообразие применяемой для консервирования тары, а также с целью удобства планирования и учета продукции в промышленности используют специальную систему перерасчета консервов в условные единицы (или банки). За условную объемную банку принята жестяная банка № 8 вместимостью 353,4 млн. Для определения числа условных банок в той или иной таре необходимо полный объем этой тары разделить на 353,4 мл, при этом физические банки в условные можно быстро пересчитать с помощью переводных объемных коэффициентов. Основными единицами измерения производительности предприятий либо технологического оборудования являются туб (тысяча условных банок) и муб (миллион условных банок).
Стеклянные банки подразделяют в зависимости от формы, вместимости, размеров и способа укупорки. Условное обозначение банок включает указание типа укупорки (I — обкатной, II —обжимной, III — резьбовой), диаметра венчика горловины и вместимости. Например, 1-82-500 обозначает, что стеклянная банка имеет обкатной тип укупорки и при диаметре венчика 82 мм вместимость ее 500 мл.
Для производства мясных консервов применяют в основном стеклянные банки вместимостью 350 и 500 мл, обжимные и обкатные с номером венчика горловины 82 мм.
Продукты детского и диетического питания фасуют в банки по 200 г.
Герметическая укупорка стеклянной тары осуществляется металлическими крышками, снабженными уплотнительными резиновыми или полимерными прокладками. Крышки для стеклянной тары изготовляют штамповкой из белой жести, лакированной хромированной, лакированной черной, лакированного алюминия или его сплавов. Отштампованные крышки подвивают, затем в них вкладывают или запрессовывают резиновые кольца.
Изготовление жестяных банок. Жестяные банки в зависимости от способа изготовления подразделяют на сборные (состоящие из корпуса и концов — донышка и крышки) и цельноштампованные (с прикатанной крышкой).
Цельноштампованные банки изготовляют посредством вытяжки тонкого металла с применением пресса. Штампованная банка отличается от сборной отсутствием продольного и нижнего закаточного швов, что делает ее более герметичной. Штампованные банки, изготовленные из белой хромированной жести или алюминия методом холодной штамповки, выпускают преимущественно небольшой высоты. При штамповке белой жести отношение высоты к диаметру банки (за одну операцию штамповки) не превышает 0,5.
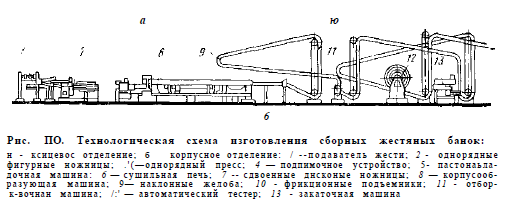
Сборные жестяные банки состоят из донышка и крышки, которые присоединяют к отбортованному корпусу при помощи закаточного шва (рис. ПО). Корпус банки образуется после свертывания в цилиндр прямоугольной заготовки (бланка), на которой предварительно загнуты края, последующего склепывания их в замок и пропайки продольного шва припоем. Возможен также продольный шов внахлестку. Однако оголенные кромки корпуса, расположенные внутри банки и находящиеся в контакте с продуктом, быстро окисляются и корродируют. Кроме того, при пайке корпусов внахлестку трудно избежать попадания припоя внутрь банки, а следовательно, возможного перехода в продукт свинца, содержащегося в припое.
Концы к корпусу банки присоединяют путем образования поперечного закаточного шва за счет двойного загиба поля донышка (крышки) вокруг фланцев корпуса. Герметичность закаточного шва достигается с помощью эластичной уплотнительной прокладки (пасты), располагаемой на фланце крышки и плотно заполняющей зазоры между сжатыми слоями жести.
Сопоставление способов производства банок показывает, что изготовление сборных банок имеет ряд преимуществ, в частности меньший расход жести, лучшую коррозийную стойкость.
При изготовлении концов (донышка и крышки) листы жести, поступающие со склада, посредством подавателя жести передают на однорядные фигурные ножницы для раскроя листа на полосы. Затем из полос на однорядном прессе штампуется конед с завитком по периферии. На подвквочном устройстве завиток загибают под соответствующим углом, заливают в него уплотнительную пасту на пастонакладочной машине и высушивают пасту в сушильной печи.
В корпусном отделении поступающие листы жести разрезают на сдвоенных дисковых ножницах на заготовки корпуса (бланки), из которых образуют цилиндрическую часть банки на корпусообразующей машине. Последующая отбортовочная машина отгибает на цилиндрическом корпусе края (фланцы). Донышко к корпусу присоединяют на закаточной машине, после чего герметичность полученной банки проверяют на автоматическом тестере.
Внутрицеховые транспортные операции по передаче заготовок жестяной тары с одной машины на другую производят с помощью наклонных желобов-течек и фрикционных подъемников.
Жестяная консервная банка должна быть герметичной и достаточно прочной, так как внутреннее избыточное давление в банке при стерилизации консервов составляет 0,2—0,4 МН/м2. Герметичность тары обеспечивается особенностями сборки элементов банки с помощью закаточных швов, а прочность гарантируется свойствами используемого материала, формой тары и наличием рельефа у крышки. Рельеф состоит из нескольких концентрических выступов, способствующих упругой деформации крышек. По окончании стерилизации и охлаждения консервов давление внутри банки падает и крышка под действием упругих сил возвращается в первоначальное состояние, что предохраняет закаточный шов от перегрузок и служит признаком доброкачественности консервов.
В последние годы с целью экономии олова освоено производство металлических комбинированных банок двух типов: первый—использование жести с дифференцированным покрытием III/I, 11/1 и Ш/1 классов, второй — корпус изготавливают из электролитической жести III класса, а концы — из хромированной жести, алюминия и алюминированной жести.
Жестяную консервную тару изготовляют на непрерывнопоточных линиях САЛ-1, САЛ-2 (производительность до 300 банок) и САЛ-7 (450 банок/мин).
Изготовление крышек для стеклянной тары. Массовое производство крышек для укупорки стеклянной тары осуществляют на специальных механизированных линиях.
