Металлическая тара - это алюминиевые банки и тубы, также хромированная и алюминированная жестяная тара, лакированные жестяные банки.
Алюминиевая фольга (и упаковочные материалы из нее) удовлетворяет всем требованиям, предъявляемым к материалам для расфасовки продуктов питания:
- непроницаема для влаги, света, масел, запахов и кислорода;
- сохраняет прочность при низких температурах, хорошо формуется;
- практически не содержит микроорганизмов;
- теплостойкость и теплопроводность обеспечивают возможность стерилизации;
- способна к окрашиванию и иным покрытиям, тиснению, нанесению текстов;
- пригодна к переработке после использования.
Алюминий и его сплавы выпускают в листах или лентах шириной от 66 до 1000 мм, толщиной 0,25-0,20 мм. Лента из алюминия обладает недостаточной коррозиестойкостью к большинству консервированных пищевых продуктов. Поэтому такую ленту лакируют. Толщина лакового покрытия 5-9 мкм.
Для изготовления консервной тары может применяться алюминированная лакированная жесть, которую получают путем нанесения на прокат тонкой стальной ленты слоя алюминия толщиной 1-5 мкм.
К недостаткам алюминия относят его низкую механическую прочность. Так как алюминий нельзя паять, то его применяют для изготовления цельноштампованных банок небольших размеров, крышек (в том числе для стеклянных банок).
Из листового алюминия толщиной 4-5 мм изготовляют тубы для фасовки консервированной пюреобразной продукции, главным образом для питания детей, а также нестерилизуемых рыбных паст, стерилизуемых рыбных паштетов.
Алюминиевые тубы технологичны в изготовлении - лента легко штампуется и лакируется. Процессы производства туб, наполнения и упаковки легко поддаются механизации и автоматизации на всех участках. Стоимость туб, расход материалов, отношение массы тары к массе нетто значительно ниже, чем соответствующие показатели для стеклянной тары той же вместимости. Кроме того, преимуществом является красочность упаковки, легкость вскрытия. Меньшая продолжительность стерилизации консервов в тюбиках по сравнению с продолжительностью стерилизации консервов в стеклянных и жестяных банках, обусловленная их размерами и формой, позволяет более полно сохранить в продукте витамины, первоначальные вкус, цвет, запах и другие качества.
Для стерилизуемых консервов используются тубы с закрытым носиком, поверх которого навинчивается пластмассовый бушон. Используют алюминий марки А7. Толщина стенки тубы 0,12-0,17 мм, толщина пленки на носике 0,08-0,12 мм. Внутренняя поверхность алюминиевых туб лакируется пищевыми лаками, на наружной стороне печатается красочная этикетка.
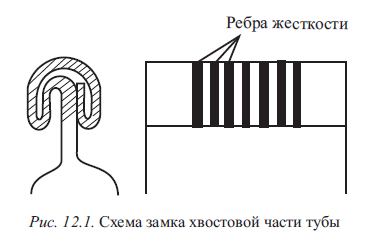
Тубы, предназначенные для фасовки консервов детского питания, заполняют со стороны хвостовой части. Для обеспечения герметизации на внутреннюю часть открытой тубы на расстоянии 1-3 мм от края предварительно наносят кольцевую полоску водно-аммиачной пасты шириной 10-12 мм и подсушивают.
После заполнения тубы ее герметизируют за счет образования одно- или двустороннего замка в 3 или 5 изгибов (рис. 12.1). Для упрочения замка с одной или с двух сторон выполняется несколько зигов.
Технологическая схема производства алюминиевых туб представляет собой ряд последовательных операций:
- вырубку заготовок (в форме шайб из алюминиевых полос);
- голтовку заготовок (обработку во вращающемся барабане для сглаживания заусениц);
- отжиг заготовок (при температуре 520 °С 1,5-2 ч для устранения внутренних напряжений в металле);
- промывку (15-20 мин в 2 %-ном в кипящем растворе кальцинированной соды и в теплой воде);
- смазку (нанесение слоя жира в голтовочном барабане);
- прессование (ударное холодное выдавливание туб);
- обрезку по длине;
- торцовку носика и нарезку резьбы;
- отжиг туб (для придания мягкости и эластичности);
- лакирование внутренней поверхности и сушку;
- наружную окраску и сушку; нанесение рисунка и сушку.