Для укупоривания стеклянных банок типа I укупорки выпускаются крышки металлические по ТУ РБ00918241.106-97 или по другому нормативному документу.
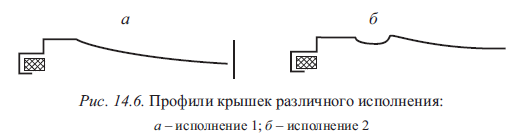
Для крышек используется жесть ЭЖК и ГЖК по ГОСТ 13345-85 №20, 22, 25. Может использоваться алюминий первичный А5 толщиной 0,38-0,50 мм. При изготовлении крышки для банки диаметром 82 мм из тонкой жести (№ 20, 22) на ней формируется дополнительное кольцо жесткости по окружности (см. рис. 14.6, б).
Для нанесения защитного покрытия используются лаки - ФЛ-559 по ГОСТ 14147-80, ЭП-5194 по ТУ 113-12-129-83.
В пазы борта готовых крышек вкладываются специальные резиновые кольца. Для колец к крышкам используется резина марок №3, 4, 5, 6 по ГОСТ 17133-83.
Полное условное обозначение крышки включает:
- наименование, типоразмер и вариант исполнения;
- область применения (Пр - промышленное применение, Д - для домашнего консервирования);
- обозначение металла (марка металла + наружное покрытие);
- обозначение лакокрасочного покрытия на внутренней поверхности;
- обозначение документа, в соответствии с которым изготовлены крышки: например, 1-82-2.Пр.ЭЖК П.ЭП 147+ФЛ 559, ТУ 10.244. 003-90.
Для домашнего консервирования допускается использовать белую жесть марки ГЖК и ЭЖК с односторонним лакокрасочным покрытием внутренней поверхности. Крышки для домашнего консервирования могут иметь сокращенное обозначение - например, 1-82.Д.АЛК, 1-82.Д ТУ 10.244.003-90.
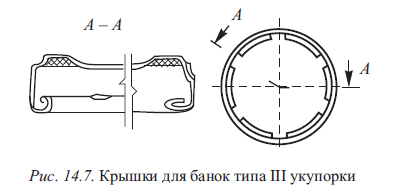
Для укупоривания банок и бутылок типа III укупорки применяются крышки из жести хромированной ХЖК и ХЛЖК и из жести белой ЭЖК номер 25 степенью твердости А2 класса покрытия II (рис. 14.7).
Металлические винтовые крышки по ГОСТ 25749-2005 подразделяются на типы: ТО - металлическая винтовая крышка с резьбовыми выступами; ПТ - металлическая винтовая крышка без резьбовых выступов.
В зависимости от конфигурации крышки тип ТО подразделяют на виды:
- RTO - стандартная крышка;
- RTB - стандартная крышка, имеющая специальную кнопку в центре для визуального и акустического контроля вакуума;
- RTS - стандартная крышка, имеющая ступенчатый профиль в зоне уплотнения;
- RSB - стандартная крышка, имеющая ступенчатый профиль в зоне уплотнения и специальную кнопку в центре для визуального и акустического контроля вакуума.
Обозначение крышки включает:
- тип укупорки и номер венчика;
- число заходов резьбы (для крышек диаметром 38 мм, как правило, 3, для 66 мм - 4, для крышки диаметром 82 мм - 6 заходов резьбы);
- наличие литографии (буква А);
- способ стерилизации (П - пастеризация, С - стерилизация): например, литографированная крышка для резьбовой банки диаметром 38 мм с тремя заходами резьбы для пастеризуемой продукции имеет обозначение III-38/ЗП.
Сферическая поверхность крышек при легком нажиме пальцами должна прогибаться и возвращаться в первоначальное положение после снятия усилий. На поверхности крышек не должно быть гофр, вмятин, загрязнений. Резиновые кольца должны быть вложены в крышки и удерживаться в них. Крышки должны свободно укладываться в стопку.
Лакокрасочные покрытия на внутренней и наружной поверхностях крышек должны быть сплошными, гладкими, равномерными, со свойственными данному лаку блеском и оттенком. На наружной поверхности крышек допускаются поверхностные царапины без нарушений слоя олова и легкая матовость по местам вытяжки.
Покрытие из масляно-смоляного лака на внутренней поверхности крышек из жести горячего и электролитического лужения должно выдерживать двухчасовое кипячение в каждом из следующих растворов:
- в дистиллированной воде;
- 3 %-ном растворе поваренной соли;
- 2 %-ном растворе виннокаменной кислоты.
Кипячение проводится без колец в химических стаканах
вместимостью 0,8-1,0 л. В стаканы заливается 0,6-0,7 л раствора так, чтобы испытуемые крышки полностью были погружены в раствор. Для лучшего омывания поверхности крышек между ними помещаются стеклянные прокладки. Кипячение должно быть не бурным, но заметным. Кипячение каждой из проверяемых крышек допускается только в одном растворе. Стаканы накрывают фарфоровыми чашками с холодной водой. Во время кипячения необходимо поддерживать постоянную концентрацию раствора, доливая в стакан по мере выкипания дистиллированную воду. После тепловой обработки допускается незначительная потеря глянца и блеска, не ухудшающая товарный вид продукции.
Крышки, покрытые масляно-смоляными лаками, не должны применяться для консервов, содержащих уксусную кислоту, и для консервов, стерилизуемых при температуре выше 100 °С.
Покрытие из эпоксидно-фенольных лаков на внутренней поверхности крышек из белой жести и алюминия должно выдерживать без заметных изменений стерилизацию в течение 1 ч при температуре 120 °С в 3 %-ном растворе уксусной кислоты дополнительно к вышеназванным растворам.
Лакокрасочное покрытие на наружной поверхности лакированных литографированных крышек должно выдерживать без заметных изменений внешнего вида стерилизацию в дистиллированной воде в течение 2 ч при 120 °С.
Для оценки качества крышек из разных мест партии берут выборку в количестве 0,2 %, но не менее 100 шт. По линейным размерам проверяется 100 % крышек (с помощью шаблонов и универсальных измерителей). Для проверки химической стойкости лакокрасочного покрытия для каждого модельного раствора отбирается не менее четырех крышек.
