Наиболее распространена жестяная сборная цилиндрическая банка, состоящая из трех частей: крышки, донышка и корпуса. Крышка и дно, которые совершенно одинаковы по конструкции, называются концами.
Технологическая схема производства сборных жестяных банок представлена на рис. 12.3. Раскрой жести осуществляется на полосы по длине и бланки по ширине. Часть банков используется для штампования крышек. При этом на концах выполняются концентрические кольца, определяющие рельеф крышки, - «бомбажные» кольца.
Рельеф крышки обеспечивает необходимые изменения объема банки при стерилизации. Рельеф может быть вогнутым и выпуклым (обратным) (рис. 12.4).
При охлаждении томатной пасты, расфасованной горячим розливом, в банке образуется вакуум. Обратный рельеф в этом случае обусловливает «втягивание» концов и предупреждает деформацию корпуса банки. В процессе стерилизации консервов «Говядина тушеная» давление в банке резко возрастает, так как фасовалось мясо с низкой температурой. Рельеф обусловливает прогибание крышки и увеличение объема банки - «вздутие». После охлаждения крышка «садится» на место. Рельефные кольца «снимают» давление, но вызывают нарушение лакового и оловянного покрытия.
После подвивки кромки (загибания края крышки по всей окружности) в концентрическую канавку крышки наносится слой водно-аммиачной пасты. В ее состав могут входить латекс, казеинат аммония, полиакриламид, каолин, вода, аммиак и др. При высыхании образуется эластичный слой, который обеспечивает герметичность закаточного шва, плотно заполняя зазоры между слоями жести. Без уплотнительного материала даже при очень сильном сжатии слоев жести закаточный шов оказывается проницаемым для воздуха.
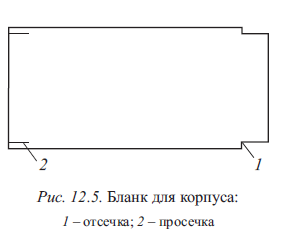
На бланках для корпуса выполняется отсечка углов 1 и просечка прорезов 2 (рис. 12.5). Корпус банки образуется после свертывания в цилиндр прямоугольного бланка жести, на котором предварительно загнуты края под углом 135°, и последующего склепывания краев «в замок». Получившийся шов, называемый продольным, герметизируется путем пропайки оловянно-свинцовым припоем, например ПОС-90 (90 % олова).
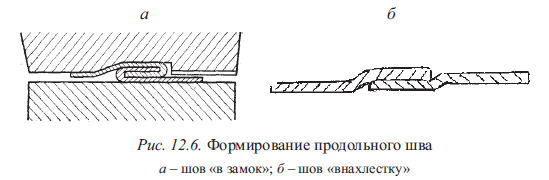
Шов должен быть равномерно пропаян. Припоя на внутренней поверхности банки не должно быть. Продольный шов состоит из четырех слоев жести (рис.12.6, а). На торцах (возле вырубленных уголков) просеченные и загнутые края пластинки накладываются на боковую поверхность корпуса, образуя после пропайки соединение «внахлестку», состоящее только из двух слоев жести (рис. 12.6, б), которое при отбортовке дает четыре слоя. Таким образом, нормальный углошов по месту соединения продольного и двойного закаточного шва будет содержать не 11, а всего 7 слоев жести.
На корпусе банки могут выполняться кольца жесткости - могут выдавливаться по всей окружности канавки, придающие жесткость корпусу.
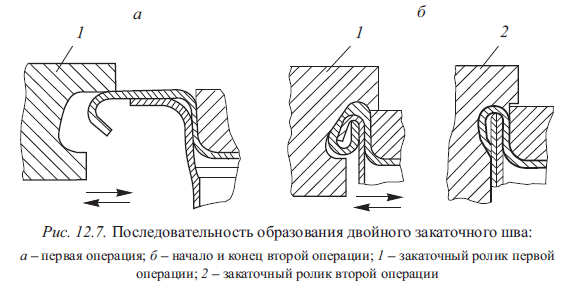
Жестяные банки герметизируют. Привальцовка концов к корпусу банки осуществляется на закаточных машинах. Закаточный шов формируется в две последовательно выполняемые операции. Ролики первой операции подкатывают фланец крышки под фланец корпуса банки. Ролики второй операции окончательно оформляют шов, обкатывая и плотно сжимая все пять слоев жести. Последовательность образования двойного закаточного шва изображена на рис. 12.7.
Хранят жестяные банки при температуре не ниже 4 °С и при влажности воздуха не более 75 %. Банки из нелакированной жести электролитического лужения содержат при влажности не более 65 %. Не допускается хранение банок в одном помещении с материалами, вызывающими коррозию и загрязнение банок.
