Шпик добавляют в фарш колбасных изделий для повышения их питательной ценности и улучшения товарного вида. Питательная ценность колбас повышается благодаря высокой калорийности шпика, а товарный вид улучшается потому, что шпик в зависимости от его количества и размеров кусочков создает на разрезе определенный рисунок. Шпик добавляют в фарш в виде кубиков и прямоугольных призм, форма и размеры которых устанавливаются рецептурой. Иногда по форме кусочков шпика можно определить наименование колбасы.
В колбасном производстве употребляют как свежий, так и соленый шпик. Подготовка шпика состоит в удалении шкурки, зачистке от соли и возможных загрязнений, охлаждении и измельчении на кусочки определенной формы и определенных размеров. Шкурку снимают со шпика ножом вручную или на специальной машине.
После снятия шкурки и зачистки шпика его нарезают на полосы шириной 120 мм и длиной 450 мм, охлаждают до температуры, близкой к 0°С. Это необходимо делать потому, что во время последующего нарезания на шпигорезках шпик нагревается, подвергается давлению со стороны рабочих деталей машины, вследствие чего отдельные кусочки его раздавливаются и деформируются. Такой шпик при варке колбасных изделий легко оплавляется, качество готовой колбасы снижается.

На стандартные кусочки шпик измельчают на шпигорезках различной конструкции: вертикальных (рис. 32) и горизонтальных (рис. 33), с дисковыми или пластинчатыми ножами, с автоматической или ручной подачей шпика.
Шпигорезки с автоматической подачей шпика изготовляют вертикальной конструкции с гидравлическим или механическим приводом. Ножи монтируют в рамках; две рамки образуют квадратную решетку, через которую проталкивается шпик. Шпик принудительно проталкивается поршнем через движущиеся ножевые рамки и разрезается ножами на прямоугольные полосы. По выходе из ножевой сетки от полос шпика отсекаются вращающимися в горизонтальной плоскости дисковыми или серповидными ножами кубики шпика заданного размера.
Горизонтальная шпигорезка (см. рис. 33) надежна в работе и бесшумна. Она может нарезать шпик на кубики с размером сторон 6, 8 и 12 мм. Для этого в ней предусмотрены рамки с набором пластинчатых ножей с шагом соответственно 6; 8; 12 мм. Длина нарезаемых кусочков шпика зависит от скорости движения поршня и регулируется специальным объемно-регулирующим гидравлическим механизмом.
Шпигорезка состоит нз чугунной литой станины, на которой расположен
гидравлический подвижной цилиндр, укрепленный на неподвижном штоке. Цилиндр закрыт алюминиевым съемным кожухом. На той же станине находится двухсекционный короб, установленный на четырех роликах.
Машина приводится в действие от электродвигателя через пару шестерен, блок-шестерню, звездочку и втулочно-роликовую цельна ножевой вал. Рамкам движение передается двуплечим рычагом посредством шатуна и эксцентрика, насаженного на ножевой вал. Режущий механизм машины размещен под откидным щитком, при открывании которого электродвигатель отключается и шпнгорезка останавливается, это обеспечивает безопасность работы на машине.
На небольших мясокомбинатах применяют горизонтальные шпм- горезки (рис. 34). Шпик вручную деревянным толкачом проталкивают через желоб к набору дисковых ножей. Здесь шпик увлекается вращающимися горизонтальными дисковыми ножами 5 и разрезается на пластинки. Пластинки вертикальными дисковыми ножами 7 разрезаются на квадратные полосы. Продвигаясь, эти полосы шпика рассекаются серповидными ножами на кубики. Серповидных ножей бывает 2 или 4, они вращаются от главного вала 2 шпигорезки.
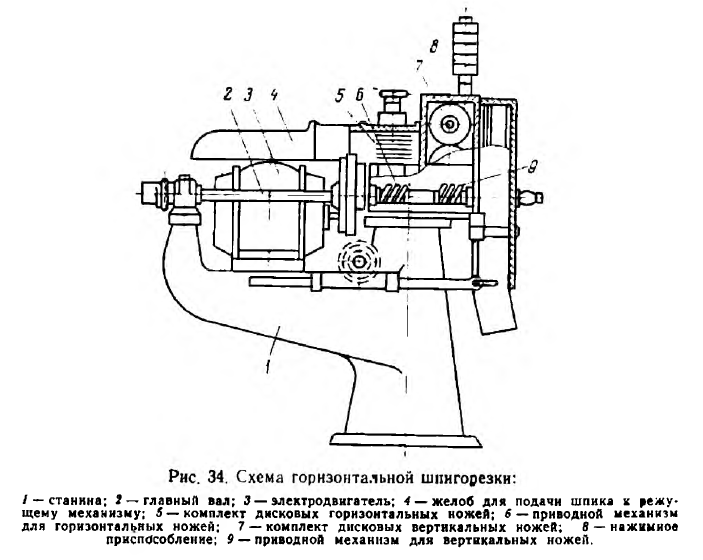
Для хорошего измельчения шпика надо следить за тем, чтобы дисковые и серповидные ножи были хорошо заточены и исправны. Во избежание несчастных случаев при работе шпигорезки нельзя подталкивать шпик руками (только толкачом) и очищать ножи. Крышка машины должна быть закрыта.
Шпик можно измельчать и на куттере, добавляя его к фаршу за несколько минут до конца куттерования.
